
(1) Najprej, slepo sledenje visoki produktivnosti pomeni, da ima stroj eno samo zmogljivost in slabo prilagodljivost, kljub temu pa se kakovost izdelkov zmanjšuje in tveganje za napake povečuje. Ko se trg spremeni, je stroj mogoče prodati le po nizki ceni.
Zakaj je pogosto nemogoče doseči hkrati proizvodnjo, zmogljivost in kakovost? Vsi vemo, da obstajata dva načina za povečanje proizvodnje: večja hitrost in večje število podajalnikov. Očitno se zdi, da je povečanje števila podajalnikov lažje doseči.
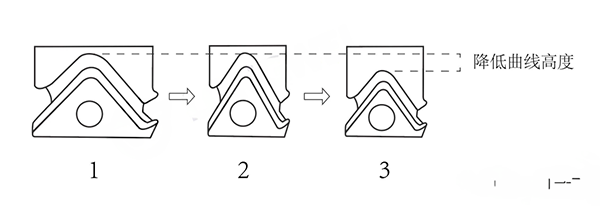
Kaj pa se bo zgodilo, če se bo število podajalnikov povečalo? Kot je prikazano na naslednji sliki:
Ko se število hranilnikov poveča,širina odmične gredise zoži in krivulja postane strma. Če je krivulja prestrma, bodo igle povzročile močno obrabo, zato je treba višino krivulje znižati, da bo krivulja gladka.
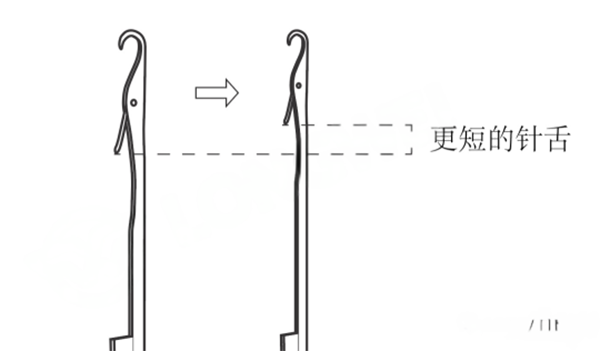
Po znižanju krivulje,višina iglepostane nižja in tuljava pletilke z dolgim zapahom igle se ne more popolnoma umakniti, zato lahko stroj uporablja samo pletilko s kratkim zapahom igle.
Kljub temu je prostor, ki ga je mogoče zmanjšati, omejen. Zato je krivulja vogala stroja z visokim podajalnikom vedno relativno strma. To pomeni, da bo tudi hitrost obrabe šivov hitrejša.
Igla s kratkim zapahom bo pri izdelavi bombažne preje in dodajanju likre težje delovala.
Zaradi ozke vogalne krivulje in manjšega prostora šobe za gazo je stroju težje prilagoditi časovni položaj. Različni dejavniki vodijo do enkratne uporabe stroja z velikim številom podajalnikov in slabe prilagodljivosti.
(2) Veliko število krmil in visoka proizvodnja ne prinašata visokih dobičkov.
Večje kot je število podajalnikov, večji je upor stroja, večja je poraba energije. Vsi razumejo zakon o ohranitvi energije.
Večje kot je število podajalnikov, višje se stroj vrti v istem krogu, daljši so časi odpiranja in zapiranja zapaha igle, hitrejša je frekvenca in krajša je življenjska doba igle. In to preizkuša kakovost pletilnih igel.
Višja kot je pogostost odpiranja in zapiranja igle, večja je verjetnost nestabilnih dejavnikov na površini blaga in večje je tveganje.
Na primer: stroji s 96 podajalniki opravijo 96-kratni krog odpiranja in zapiranja zapaha igle, 15 obratov na minuto, 24-urni časi odpiranja in zapiranja: 96 * 15 * 60 * 24 = 2073600-krat.
Stroj s 158 podajalniki izvede 158-kratni krog odpiranja in zapiranja zapaha igle, 15 obratov na minuto, 24-urni časi odpiranja in zapiranja: 158 * 15 * 60 * 24 = 3412800-krat.
Zato se čas uporabe pletilnih igel iz leta v leto skrajša.
(3) Podobno upor in trenjevaljso tudi večje, hitrost zlaganja celotnega stroja pa je tudi hitrejša.
V tem primeru, če se provizija za obdelavo izračuna glede na čas ali rotacijo, mora obstajati ustrezna večkratna provizija za obdelavo, da se te izgube izravnajo. Pravzaprav, če ne gre za zelo nujno naročilo, provizija za obdelavo pogosto ne more doseči enake cene kot število napajalnikov.
Resnično visok izkoristek, ki si ga je treba prizadevati, izhaja iz večje natančnosti in preciznosti stroja ter bolj razumne zasnove. Stroj naj bo med delovanjem energetsko učinkovitejši, delovanje stabilnejše in zanesljivejše ter obraba in trenje manjša, kar podaljša življenjsko dobo pletilke. Izboljša kakovost tkanine in zmanjša nepotrebne izgube.
Čas objave: 19. januar 2024